Temperature is an important setting in 3D printing. In FDM printers, heat is used to melt filament to produce a 3D print. If the temperature is too low, the filament does not melt sufficiently. This can cause gaps in a print, layers that are too small, missing layers, and other problems related to under extrusion.
On the other hand, printing at a temperature that is too high can cause nozzle jams, blobs, and other problems related to over-extrusion.
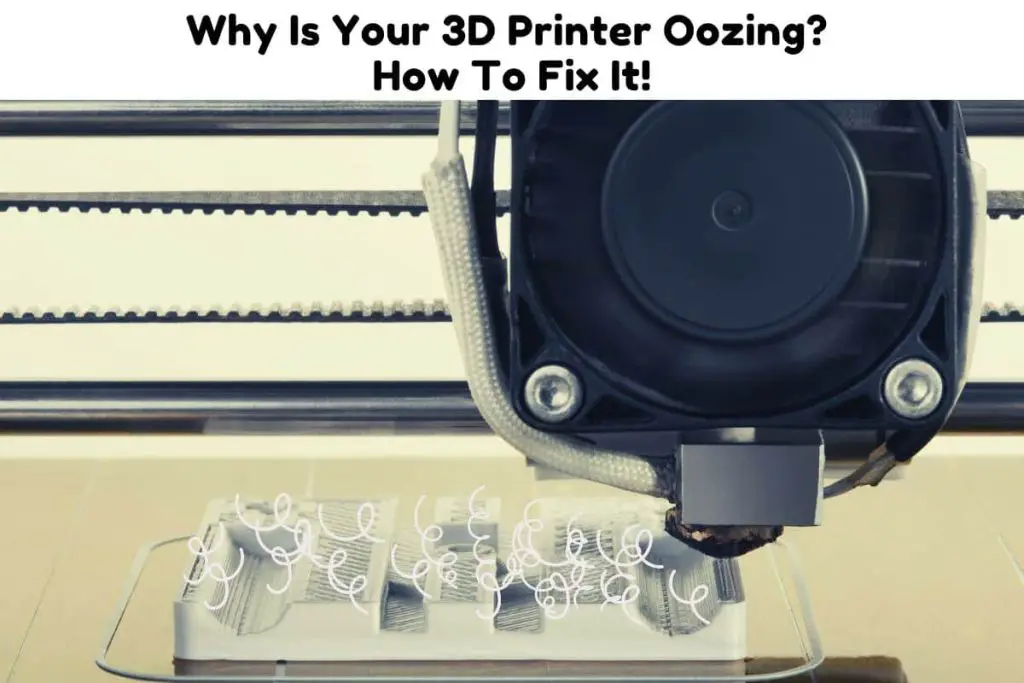
In this article, we focus on oozing which is a frequent problem that is sometimes caused by printing at high temperatures.
We also look at some of the other causes of oozing and what you can do to prevent it from happening.
Why Is My Nozzle Oozing? (Factors listed)
Oozing in a 3D printer nozzle generally produces prints where instead of solid plastic, there is hairy, spider web, or stringy plastic. This is why oozing is sometimes called stringing. Oozing is caused by several factors including melting filament at a high temperature, using the wrong retraction settings, or even just a faulty nozzle.
Temperature-Induced Oozing
Usually, however, the oozing is the result of printing at too high a temperature. Each filament has a temperature or temperature range at which it should be melted to get the best extrusion. Basic filaments like PLA, ABS, and nylon have lower temperature settings.
PLA especially extrudes at a relatively low temperature. This is why it is one of the easiest materials to work with. The more professional filaments like metal, HIPS, and carbon composites have a higher temperature requirement and are typically more difficult to work with.
Metal filaments for example require a harder stainless steel nozzle and should not be printed using the standard brass nozzle that comes standard with most 3D printers. That’s if you do not want to wear out the nozzle on a handful of prints.
To avoid oozing problems related to temperature, you should print within the specified range for the material you are working with. For example, you generally print between 180 to 230°C when printing with PLA and between 180 and 250°C when printing with ABS. Source
Retraction Settings
A printer head moves across the horizontal and vertical plane when depositing layers of filament on a print bed. You can choose what happens with filament when your printer head glides over the empty space in your design where it’s not supposed to deposit filament.
You can have the filament retract as it moves over these empty spaces so it does ooze and create those cobweb-like strings you see on so many failed prints.
Faulty Nozzle Assembly
Although it should be the first thing you check, printer settings are not the only reason why your nozzle oozes. It could be a problem with the nozzle. Beginners frequently assemble their printers incorrectly. If your printer is not put together as per the instructions in the assembly manual, this can very often lead to extrusion problems like oozing.
How Do I Stop My 3D Printer From Oozing?
In most cases, the oozing is a result of incorrect printer settings like retraction or temperature for which the fix is to calibrate the printer correctly. If that fails to remedy the problem, it may be the filament is the wrong diameter or the fix may be as simple as cleaning the nozzle.
Your printer settings should always be one of the first things you check when diagnosing almost any problem.
Adjust Retraction Settings
Most 3D printers will have this set to a default value but you can adjust it if your prints are coming out stringy. Retraction will pull your filament back from the nozzle tip depending on the distance and speed you set.
- Distance controls how far back from the nozzle tip you want your filament retracted. You want to find the optimal distance that eliminates the oozing. This means it should not be too short because then you will still see oozing. You also don’t want to set the distance too far back because this can create gaps in your print.
- Speed controls how quickly the filament is retracted and deployed. As with distance, you want to find the optimal speed. If it is too fast or too slow, you will see the same problems as with setting the wrong distance.
Get The Right Size Filament
Filament comes in two diameter sizes, namely 1.75 and 2.85 mm. A 3D printer will print one (but not both!) of those sizes. Using the wrong size filament will lead to either clogging or oozing in your printer. Check and get the right size filament specific to your printer.
Clean Your Nozzle
A dirty nozzle can also cause clogging or oozing. There are a number of ways to clean a 3D printer nozzle. The simplest is to use a thin wire to scrape the nozzle walls. If you frequently print with ABS you can remove the nozzle and soak it in an acetone bath to completely dissolve any ABS residue.
Another way to clean a nozzle is to use the cold pull method. Here you heat a high-temperature material like nylon so the dirt attaches to it. Then you wait for the nylon to cool upon which you can remove it and any residue attached to it.
Should PLA Ooze Out Of Nozzle?
PLA has a low melting temperature (180 to 230°C) which makes it less prone to oozing compared to materials like PETG (220 to 245°C). The higher melting point of a material like PETG increases its viscosity and thus makes it more likely to ooze. While it is less likely, PLA can still produce stringy prints.
It’s important to remember that temperature is not the only cause of over-extrusion problems. As with other materials, stringy PLA prints could be caused by using the wrong filament size, retraction settings, or a dirty nozzle.
How Do You Stop PLA Oozing?
The first measure for reducing oozing in PLA is to reduce the print temperature. The temperature can be gradually reduced by small measures of 5°C to see if that reduces oozing. The next step would be to check the retraction settings. Here the speed and distance of the retraction can be adjusted to see what effect it has on reducing oozing.